
浏览数量: 1 作者: 本站编辑 发布时间: 2025-04-04 来源: 本站
激光焊接用填充电线
Compared with traditional welding methods, laser welding has significant advantages - low heat input, fast welding speed, small heat-affected zone, small thermal deformation, etc. In recent years, laser welding has been widely used in high-tech industries such as the automotive industry, shipbuilding industry, nuclear power industry, aerospace industry, etc., and with the reduction of the cost of complete sets of equipment, its application in daily hardware products and其他与生活有关的领域已经开始迅速增长。
为了满足各种行业的发展需求,激光焊接方法也得到了改善。激光导线焊接由于其浓缩焊接能和较小的变形,可以减少对接焊接过程中的间隙边缘并减少焊接缺陷。它已成为铁路运输和汽车行业中传统电弧焊接的有效替代方法。
今天,我们将向您介绍激光线焊接的精美用途。
执行激光线焊接
通常使用H IGH-Power纤维激光 源。
激光不仅需要焊接线,而且还需要融化基本材料并形成针孔效应,这是激光深渗透焊接在基本材料上所特有的,形成了更深的熔融池。焊接电线成分和碱金属成分完全混合,形成一个新的混合熔池。混合熔融池的元素组成,比例和质量与焊丝和基本材料的元素组成和质量完全不同。因此,可以针对基本材料本身的性能缺陷,并可以选择适当的焊接线以添加到焊接过程中,以提高微型水平上焊接的裂纹阻力,抗抗耐药性,耐腐蚀性和耐焊缝的耐磨损性。
此外,激光线焊接可以执行多通堆叠焊接,因为它可以通过针孔效应实现深度穿透性焊接,并且可以完全融合焊缝的上层和下层,从而避免了严重的未使用焊缝缺陷,因此它具有焊接大厚度较大的厚度厚度。
随着激光线焊接技术的开发以及激光功率上限的增加,激光线焊接的应用范围变得越来越广泛:
用的激光焊接的应用区域填充 电线
1。铝合金的激光焊接带电线填充
2。用电线填充的不同金属的激光焊接
3。改善焊接形成
4。用电线填充狭窄的间隙焊接
其中,对于改善焊接形成和狭窄间隙线焊接的两种应用,我们使用实际的应用程序案例来查看激光线焊接的效果。
改善焊接形成
要求:1mm和3mm不锈钢焊接,焊缝必须没有毛孔,并且具有良好的形成。
设备:Raycus 4000W连续纤维激光器(纤维芯直径200μm),电线馈线,焊接头。
过程参数:如下表所示。
关节厚度(mm) | 激光功率(W) | 焊接速度(mm/s) | 电线喂食器速度(m/min) | 散焦(mm) |
1mm + 1mm | 2500 | 35 | 1.2 | +5 |
3mm + 3mm | 4000 | 25 | 1.0 | +5 |
1mm + 3mm | 3100 | 35 | 1.5 | +5 |
结果:形成良好,焊缝中没有孔,如下图所示。



狭窄的间隙激光线填充多通焊
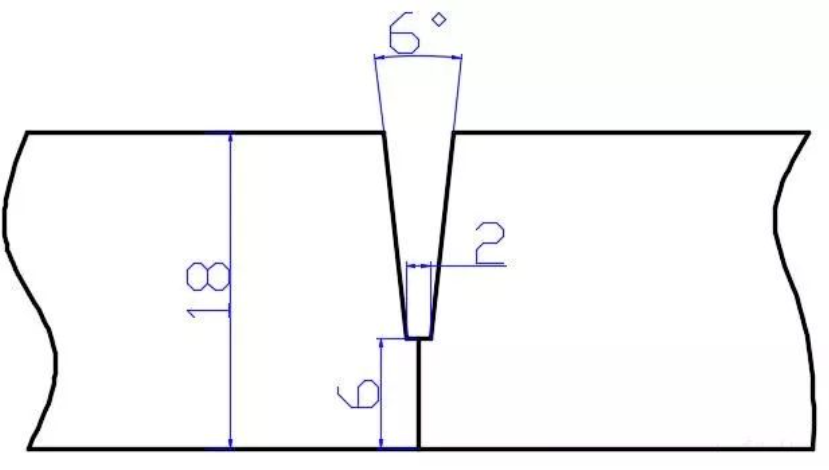
要求:18mm厚的Q345船用钢板焊接,需要较少的焊缝,没有比母体材料高的关节拉伸强度和更好的焊接形成。
设备:Raycus 6000W连续纤维激光器(纤维芯直径400μm),电线馈线,焊接头。
过程参数:焊缝必须槽,凹槽大小如下图所示。
![]()
下表显示了其他焊接过程参数
顺序 | 激光功率(W) | 焊接速度(mm/s) | 电线喂食器速度(m/min) | 散焦(mm) |
1 | 6000 | 20 | 4 | +4 |
2 | 5000 | 20 | 6 | +10 |
3 | 5000 | 20 | 6 | +10 |
4 | 5000 | 15 | 6 | +10 |
5 | 6000 | 15 | 6 | +15 |
结果:形成良好,没有不完整的融合,并且焊缝基本上没有孔隙度,如下图所示。拉伸测试证明,焊缝在母体材料中断裂,表明关节的拉伸强度高于母体材料的拉伸强度。

焊接横截面的截图图
为了改善焊接形成,通常建议使用激光源和纤维核心直径,以及焊接头配置应确保聚焦点直径在0.4mm和0.6mm之间,并且焊接线应具有适当的成绩。